想要探索金昌【当地】激光切割机,1500w光纤激光切割机严格把控每一处细节的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:金昌【当地】激光切割机,1500w光纤激光切割机严格把控每一处细节的图文介绍
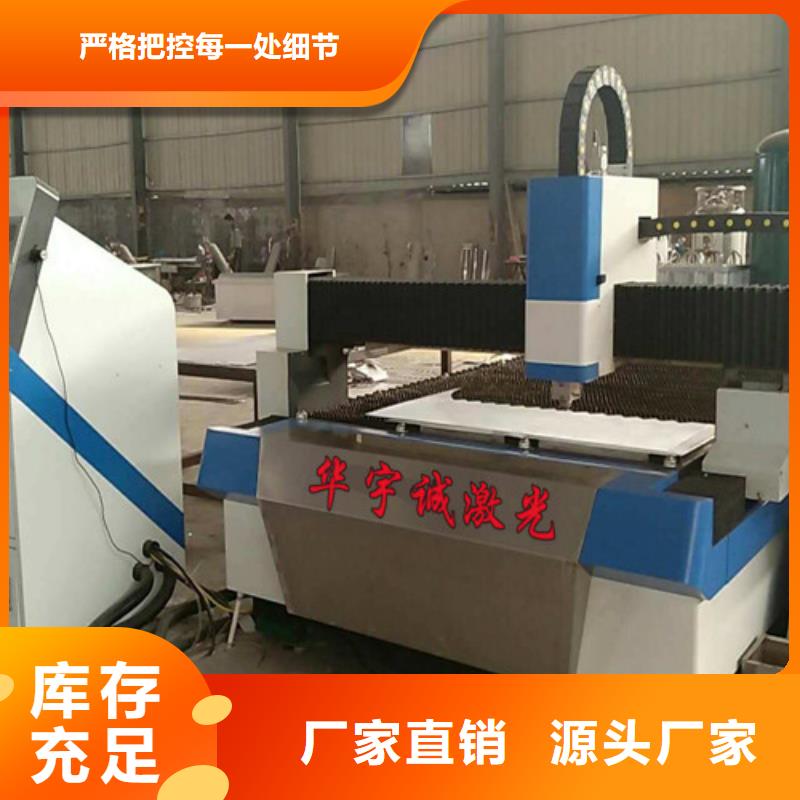
华宇诚数控科技有限公司是集 金昌光纤激光切割机排名、研究、生产、销售于一体的综合性企业。我公司资金雄厚,工艺齐全、设备精良、生产设备先进,检测手段完善,有一套完整的设计、生产、检验体系。并拥有一批高素质科技人员。公司的产品有 金昌光纤激光切割机排名、等,已达30多个系列、1000多个规格。公司在国内设有100多个销售网点,具有完备的销售网络。


金属激光切割机设备的价格参差不齐的原因是什么 很多企业在生产过程中对金属激光切割机的需求都是非常大的,但是在购买合适的金属金光切割机时却发现其价格却又参差不齐,不同生产厂家的金属激光切割机价格都不同。那么造成这种价格不同的原因究竟是什么呢?接下来我们就为大家来分析一下。
金属激光切割机设备市场现在可以说是接近饱和状态了,各种规模的激光切割机厂家层出不穷,武汉、深圳地区更是随处可见。不同的厂家生对设备的制造工业也不一样,这也就导致了金属激光切割机的价格浮动较大。
厂家的规模不同。这个也不用多解释了,想必大家都明白,因为规模大的厂家都比较注重品牌效果。像武汉梅曼科技有限公司就是如此,他们的设备质量有保障,售后服务响应快。
其次,是设备的制造工艺。这个原因也非常的明显,很多厂家采用劣质的配件进行组装、生产,虽然降低了设备的生产成本,降低了产品的价格,但是机器的质量的却不敢恭维,切割出来的工件达不到预期的效果。
当然,我们也不能以偏概全,有些企业虽然规模不大,但是非常注重设备的质量和厂家的信誉。由于品牌不是很大,暂时没有竞争力,所以只好调低价格。这就需要金属加工企业擦亮双眼,仔细分辨了。



如何选购适合自己的激光切割机 很多加工企业对于工艺的要求不同,都会采购能够加工不同工艺的设备。但是大多数企业都希望花少的钱,能够购买到全能型的加工机械,这并不是不可能的事情。例如我们常见的激光切割机就是一款多功能性的加工设备,它不仅能够进行切割、打孔外,还能进行雕刻工艺。那么如何选购适合自己的激光切割机呢?这却是一个非常令人头痛的问题,下面我们来给大家几点参考建议。
购买激光切割机前,我们要先了解以下四个方面;
1.首先要了解自己的加工工艺,然后做一个具体的分析,看哪些类型的激光切割机能够达到自己的加工精度以及速度。
2.然后在根据自己的实际情况来算下自己的预算大概有多少,如果预算比较充足,可以考虑国外的激光切割机品牌,如果预算有限的话,可以选择国内的激光切割机厂家。
3.通过网络了解一些比较知名的激光切割机厂家,然后在进行询价做对比。
4.就是进行对意向厂家进行实地考察,去了解公司的实际规模以及实力,了解是否具有售后的实力是重要的。
其实,每个不同的激光切割机厂家都有自己的优势技术以及强项。笔者建议大家在购买设备前,要做足一些准备工作,多去了解打听。购买中小功率的金属激光切割机,可以选择武汉高能激光,我司专业制造金属激光切割设备已经有十五年的历史,在这一领域有非常成熟的技术以及经验,欢迎广大的客户前来咨询。



激光切割机是现在市场上一种非常受欢迎的切割设备,由于其高精度、高效率、切割速度快等特点,广泛应用于机械加工、船舶制造、五金模具、钣金加工、健身器材等行业中,那么激光切割机的作用有哪些呢?下面就由武汉华宇诚数控科技有限公司为大家详细介绍一下。
激光切割机的优势
首先,使用激光切割机可以缩短加工时间,提高加工效率。因为在生产中,如果想要在一分钟内完成一个零件的加工,那么就需要耗费大量的时间和精力。而激光切割机可以通过对工件进行切割,直接将工件的材料加工成所需要的形状,减少加工时间。
其次,使用激光切割机还可以提高工作效率。现在市场上大部分的激光切割机都是应用于金属材料切割行业的,而在金属加工过程中都是需要切割金属原材料才能完成的。如果想要快速完成所有切割工序,可以选择激光切割机,限度的节省人工、缩短工件生产周期,提高工作效率。
第三,使用激光切割机可以实现高质量加工。切割时激光束会聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。使用激光切割的工件精度高、速度快、质量好、切割面光滑无毛刺。
,使用激光切割机还可以降低成本,金属原材料的价格昂贵,采用传统的金属切割工艺,需要花费很多的人工和材料成本。还会产生较多的金属废料,增加耗损。使用激光切割机生产就可以降低材料成本,节省人工。
以上就是关于激光切割机作用的介绍。随着社会不断发展,工业生产也变得越来越自动化、智能化和自动化了。很多厂家为了提升工件的切割质量和效率,都选择使用激光切割机进行生产。


管材激光切割机产品特点
1.采用加厚钢板锻造,结构坚固,抗变形能力强,不乱耐用,形状美观。
2.搭载中功率灯泵浦激光器,可在加工幅面内切割任意图形。特别适合薄板金属的大幅切割,加工速度快,切割精度高。
3.配合跟随式动态调焦装置,实现了对不同厚度材料的随动对焦连续切割。
4.工作台面万向滚珠以及气动上料装置的配备,在上下料节省体力的同时,有效避免了板材被划伤,保证了切割品质。
5.履带轮回收料系统,利便了物料收集。
6.数字化独立操纵台,移动式控制手柄,操控利便,并有U盘对拷,USB数据线传输,网线连接等多种输入方式,可一台计算机控制多台激光机,节约本钱。
7.该设备还可选配一体式或分体式旋转装置,对金属管材进行定位打孔、开槽、切割。
综上所述皆是管材激光切割机的产品特点,下面继承来说 管材激光切割机合用材料及行业。
管材激光切割机合用材料及行业主要有一下几个:
精紧碳钢、不锈钢、合金钢、弹簧钢、铜板、铝板、金、银、钛等金属板材及管材。
适合应用于钣金、五金零部件、厨具、金属工艺品等各种金属切割领域。
管材专用激光切割机功能:
1、能在主管上切割多个不同方向、不同直径的圆管相贯线孔。
2、能在圆管端部切割斜截端面。
3、能切割与环形主管相交的支管相贯线端头。
4、能在圆管上切割方孔、腰形孔、圆孔。
5、能进行钢管截断。
6、能在方管管面切割各种图形。








 扫一扫
扫一扫